



想要了解精密无缝钢管质检严格产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:精密无缝钢管质检严格的图文介绍
龙丽金属材料(沈阳市分公司)
工艺精良款式新颖信誉至上
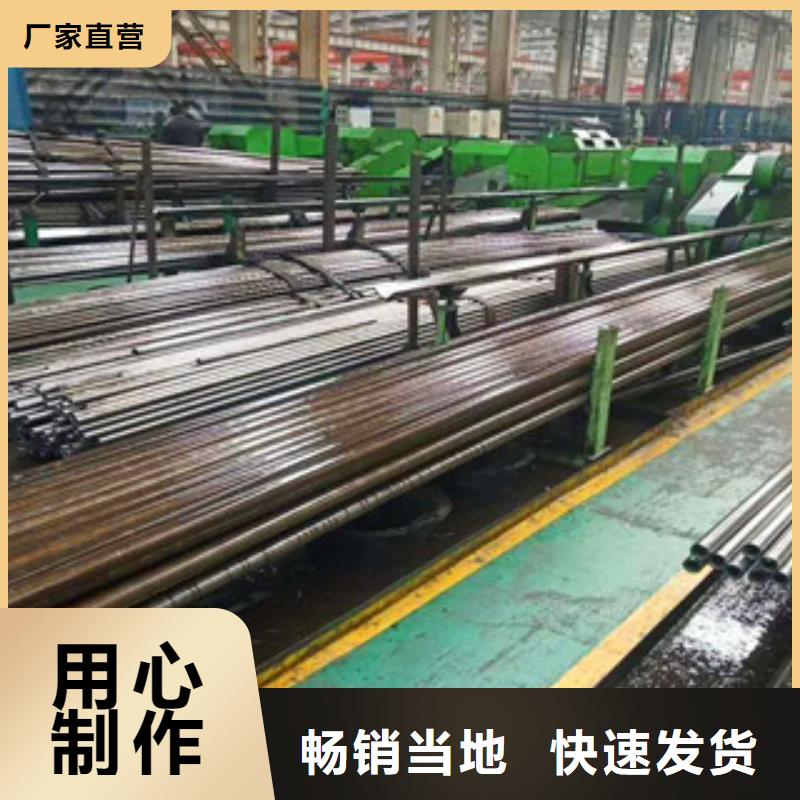
冷拔管

冷拔管的详细介绍
实体厂家可靠

热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
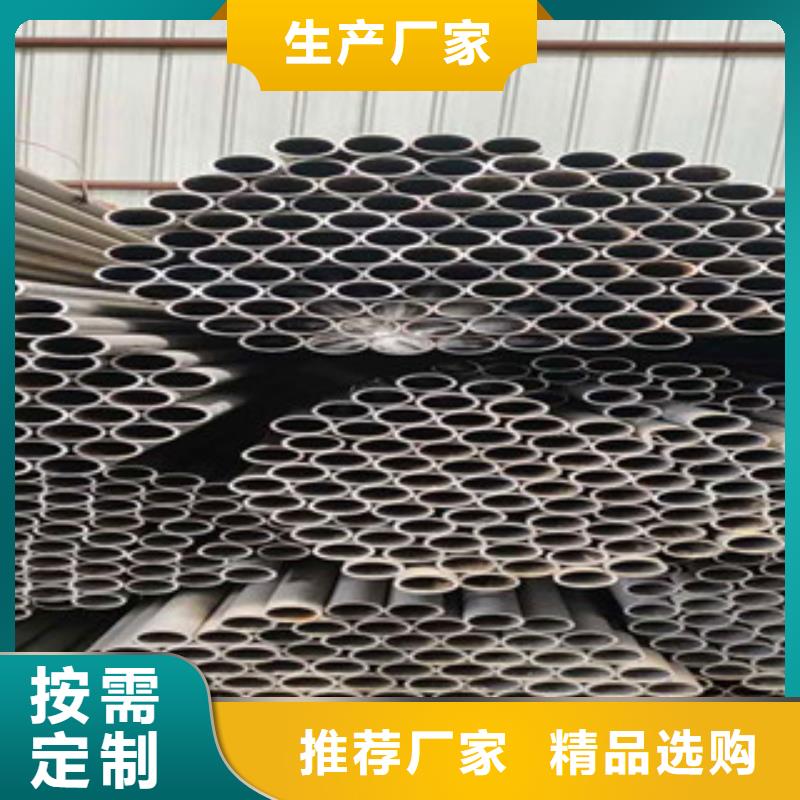
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。

匠心制作
微观细节见品质







龙丽金属材料(沈阳市分公司)主营 冷拔管。公司经营多年来,“以诚信求生存,以质量谋发展”为宗旨,我公司不断引进高素质人才,打造自己的营销队伍,争取在业内创造丰碑。长期现货供应,厂家直销,工艺精湛,产品质量保障,凭着诚信为本,科学生产,严格管理,完善服务的企业宗旨,依靠的企业员工精心打造国际品牌和产品,我们竭诚与国内外新老客户紧密合作共创企业辉煌的明天。